下载贤集网APP入驻自媒体
一、窑头低温废气余热的循环利用
水泥窑实施纯低温余热发电项目后,在采用较先进的低温低压补汽系统情况下,窑尾余热锅炉(SP炉)的排烟温度可做到165℃左右,这部分废气中的余热大都用于原料(生料)磨作为烘干热源加以利用;窑头余热锅炉(AQC炉)在设置锅炉热水段后排烟温度可做到130℃左右,这部分废气与窑头篦冷机余风混合后的温度为110℃左右,一般经窑头收尘后排放。
如何利用窑头排放废气中的余热资源? 理论上有使用低沸点工质换热后用于发电的方案,但其经济性和实用性尚需探讨;此外还有生产热水等方案。我们采用了易世达能源工程公司的方案,将窑头废气经篦冷机风机引回中温段,通过循环利用其热焓提高AQC炉的产汽量。
方案的要点在于将110℃左右目前难于利用的低温废气通过与篦冷机内的中温(500℃左右)熟料换热升温后加于利用。实现低温废气余热资源焓—的转换。本方案在工程实践中已解决的问题有以下几点:
1、对熟料冷却尤其是出窑熟料骤冷要求的影响
篦冷机在预分解窑系统中作为一项重要的热工设备,主要完成对出窑熟料(1300℃左右)的冷却和回收热能两项任务。一般要求出篦冷机的熟料温度<65℃+环境温度;此外要求在篦冷机高温区段对出窑熟料实现骤冷,以阻止熟料矿物晶体的长大和其中阿利特矿物C2S由β型向γ型的转化。
分析出窑熟料在篦冷机中的运动和冷却过程,在推动型篦冷机(通常称第三/第四代)中,熟料在篦床上的冷却可划分为高中低温三个区段:高温区主要实现对出窑熟料的骤冷并提高入窑和入炉的二、三次风温;中温区为热回收区:低温区实现对熟料的进一步冷却、降低出篦冷机的熟料温度。
分析篦冷机的风量分配关系:冷却用风由各段风机分别鼓入,风温为20℃左右,高中低温三个区段的进风量分别占总风量的31%、50%和19%左右。换热后出篦冷机的风量分配为:入窑二次风占15%左右(标况、风温1050℃左右);入分解炉三次风占22%左右(标况、风温950℃左右);其余作为余风排放。在无纯低温余热发电项目时余风风温200℃左右;实施纯低温余热发电项目后,余风风量中65%左右的中低温风(500℃和300℃左右)通过窑头余热锅炉(AQC炉)加于利用,排放的余风风温为100℃左右。
综上分析:将110℃左右的低温废气代替常温风(20℃左右,简称循环风)引入篦冷机中温区,不会影响篦冷机对出窑熟料的骤冷;中温区大部分余风引入AQC炉也不会影响出窑熟料温度。
2006年下半年浙江兴宝龙预分解窑(1600t/d)纯低温余热发电项目已使用本方案,经实测对出篦冷机熟料温度无影响;经熟料易磨性对比试验,不影响对出窑熟料的骤冷要求。
2、对篦冷机篦板、传动装置和电气线路的影响和措施
篦冷机篦板顶面与炽热熟料接触(第四代篦冷机有冷料层温度较低),底面及风道受到冷却用风的冷却作用。在使用110℃左右低温风代替常温风时,会引起篦板工况温度上升,实测对比提高60℃左右。由于篦板大都使用耐热钢制作。引起的温升仍远低于篦板材质的许用工作温度。兴宝龙公司使用本方案已运行三年多,对篦板使用寿命无明显影响。
篦冷机传动装置大都使用普通钢材,第三代篦冷机的传动装置部分位于风室中。提高风温后,工况温度在传动装置材质许用温度范围内。主要影响是润滑脂(油),需改用耐高温润滑脂或使用稀油强制润滑。
篦冷机风室中设有测温和观察用照明装置。风温的提高对测温元件无影响。照明装置需改用耐温较高的瓷质灯座,测温信号和照明引线改用耐温较高的F级绝缘电缆。
3、对篦冷机中温室风机的影响和措施
使用循环风代替常温风后,因风温较低(110℃左右),仍可使用原有普通引风机,不需改用高温风机。需关注的问题有两个。一是风机叶轮和机壳的防磨损措施,窑头余风中含有细小熟料颗粒,循环风应经窑头收尘后再引回,在此情况下需加强窑头收尘的防漏风措施,以免降低循环风温度。如需在窑头收尘前取循环风,风机需改用耐磨叶轮,机壳需采用贴耐磨陶瓷片等防磨损措施。二是风机的工作全压问题。风机进风由常温常压改为循环风后,需克服循环风引风管的阻力。中温室风机全压无富裕量时,需加大风机的工作全压值。浙江兴宝龙应用本方案时因风机全压富裕量较大对风机未作调整;新都水泥公司水泥技改项目(2500t/d)与纯低温余热发电项目同步实施,篦冷机两台中温风机选用较高全压值并采用变频调速装置。
二、在窑尾二级预热器旋风筒内设置过热器
根据篦冷机内部废气温度的分布规律对窑头废气余热资源实施分级利用,窑头余热锅炉系统设置独立的过热器(ASH),为提高余热发电主蒸汽参数和提高余热发电系统的热功转换效率奠定了基础,这一方案目前已得到广泛应用。在此基础上为了进一步提高余热发电系统运行稳定性,我们在浙江兴宝龙余热发电项目中进行了窑尾二级预热器旋风筒内设置过热器的工业试验并取得成功,从初投运至今运行正常。浙江新都水泥余热发电项目再次应用二级预热器旋风筒内设置过热器方案,并在兴宝龙方案基础上有所改jin。
1、在C2旋风筒内设置的SSH余热过热器
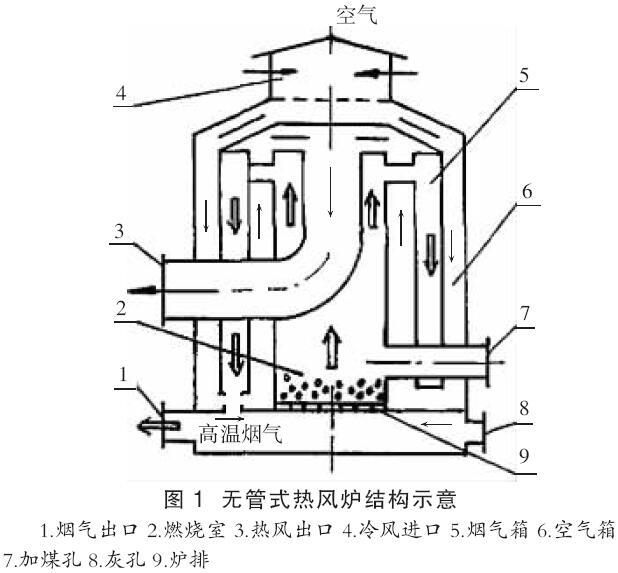
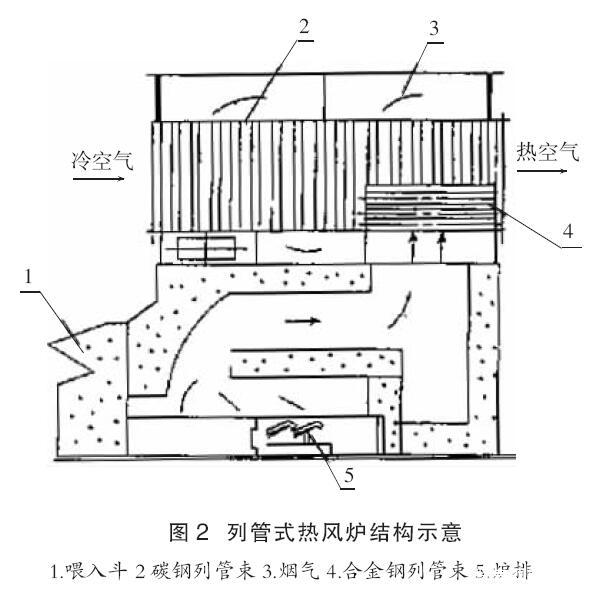
SSH余热过热器是一个特殊形状的过热器。其结构、外形尺寸与窑系统二级预热器旋风筒的内筒一致,以过热管束为主组成,代替二级预热器旋风筒的内筒。其使用功能是双重的:既是过热器又起到旋风筒内筒的作用。示意图见附图。选择在二级预热器旋风筒内设置过热器的主要原因是考虑过热温度的需要(C2废气温度500-550℃)、防止生料粉在过热器上的过度粘附和不影响窑尾预热器系统的正常工作。
2、SSH余热过热器的作用
如前所述,对篦冷机废气按温度分别利用和独立的窑头过热器方案为提高余热发电系统的主蒸汽参数创造了条件。目前广泛应用的系统是窑头、窑尾余热锅炉的饱和蒸汽均引入窑头过热器过热。由于水泥窑生产过程特点,窑尾废气温度较为稳定、窑头废气温度波动较大;窑尾废气量大相应的窑尾余热锅炉产汽量也大。运行中在窑头废气温度波动时会导致主蒸汽参数的较大波动,虽然余热电站汽机系统可以滑压运行,但主蒸汽参数的较大波动会导致系统偏离经济(最佳)运行点,引起平均发电量的下降。窑尾设置过热器后,因窑尾废气量大且温度较为稳定,可使主蒸汽参数稳定并提高余热发电量。与此同时窑头、窑尾两套余热锅炉系统形成并联供汽,系统的可靠性提高。
表面看来,在C2旋风筒内设置过热器存在与水泥窑预热系统争抢余热之嫌,实质上有余热资源利用效率的区分。在水泥窑五级预热器中,最上级预热器C1的换热比例较小。而余热发电系统的特点,产生饱和蒸汽(相变换热)的吸热量大,过热饱和蒸汽的吸热量小。从技术经济角度分析,在C2旋风筒内设置过热器是合理的。
3、SSH余热过热器对水泥工艺和SP炉产汽量的影响
预分解窑尾五级预热器的换热过程主要在上升管道中完成,在C2旋风筒内设置过热器不影响C2预热器的换热。由于过热器的结构及外形尺寸与C2旋风筒内筒一致,不增加C2旋风筒及窑尾预热系统的工况阻力。另一方面,过热窑尾SP炉饱和蒸汽所需热量分别为:1.27MPa—190.7℃饱和蒸汽过热到345℃时需 kcal/t蒸汽;2.45MPa—222.9℃饱和蒸汽过热到380℃时需 kcal/t 蒸汽。过热饱和蒸汽引起C2预热器出口废气温度下降为15℃左右,对入窑生料在C1预热器的换热影响不大,对窑系统的正常生产无不良影响。相应的,在窑系统相同热耗时、由于C2预热器出口废气温度下降引起C1预热器出口废气温度下降,会影响到窑尾SP炉的产汽量。综合考虑,余热发电主蒸汽压力、过热度、流量和系统稳定性多方面影响,采用SSH余热过热器技术对提高余热发电量有利。