下载贤集网APP入驻自媒体
从20世纪70年代末,发达国家已经意识到提高钢铁企业生产效率以及进一步降低能耗的重要性,经过几十年的不断地改进和探索,这些技术现在已经相对成熟,开始大范围推广。然而至今,作为钢铁业非常重要的一道工序冷床,其余热非常高,但对其余热的回收技术研究几乎空白。本文以国内某钢厂无缝钢管轧制冷却工序为例,统计分析了可利用的余热潜力,希望以此为钢铁业节能减排新技术的发展拓宽思路。
1 车间主要生产概况
该车间主要加工外径220mm、280mm和330mm的低碳钢管坯,其主要加工工序有管坯加热、旋转穿孔、多辊连轧、再加热、定径精轧以及冷床自然空冷等。3种不同外径的管坯经定径精轧后,进入冷床前后温度参数见表2。
2 冷床余热分析
根据比热容原理,冷床上放散的热量的计算公式如下:
Q放热=mC×(t进-t出)。
式中Q放热为冷床上自然放散的热量,J;m为冷床处理的钢管量,t;C为低碳钢的比热容,取465J/kg·℃;t进为钢管进入冷床的温度,℃;t出为钢管退出冷床的温度,℃。
基于以上,该无缝钢管车间近3年的年均排放热量结果为:外径220mm管坯加工放散热量为6.47×1013J/年,外径280mm管坯加工放散热量为9.62×1013J/年,外径330mm管坯加工放散热量为9.22×1013J/年,全车间共计2.531×1014J/年的热量放散,不仅给环境带来热污染,同时也造成二次能源浪费。
由于热量是能源利用的最一般形态,故国际上习惯采用热量为能源的共同换算单位,我国主要采用标准煤来折算能耗。我国的GB2589-2008《综合能耗计算通则》规定,将低位发热量等于29.3MJ(7000kcal)的燃料,称为1kg标准煤(1kgce)。通过综合换算,该无缝钢管车间近3年年均放散热量相当于8638tce,吨钢冷床放散热量为12kgce,约占《工业节能“十二五”规划》[11]要求钢铁业吨钢综合能耗目标(580kgce)的2%,因此冷床可利用余热潜力巨大。
3 冷床余热回收方案
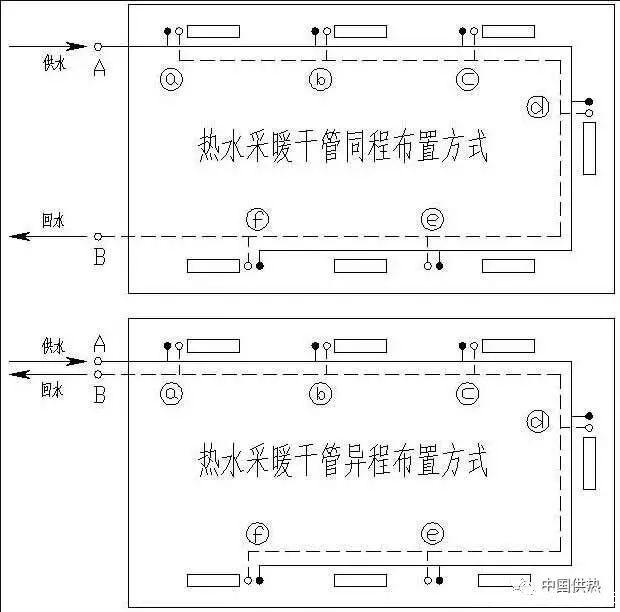
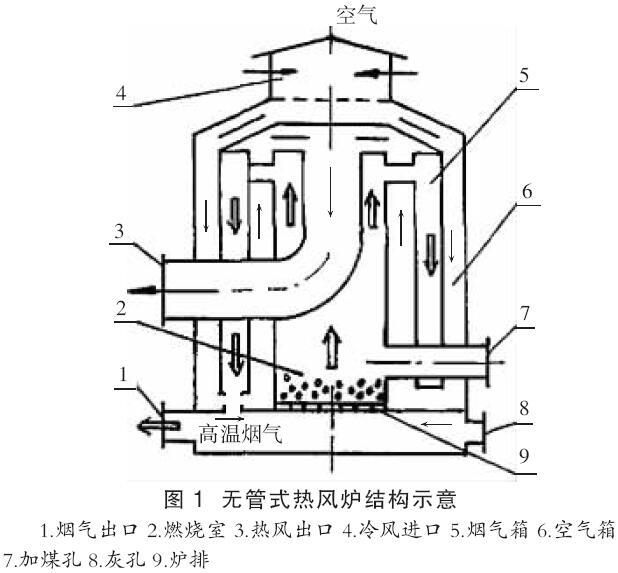
为了能充分回收这部分放散的热量,本文提出了一个半封闭式的预想换热方案,如图1所示。冷空气从冷床出口处下方循环鼓入换热装置,随着与轧制的高温钢管逐步换热,空气受热温度提升,当空气换热至冷床入口处时,温度可达800℃以上,之后高温热空气随着循环系统送入余热锅炉,产生的蒸汽既可以用于发电又可以直接并入厂区蒸汽管网,而经余热锅炉换热后的冷空气经除尘后再次鼓入冷床换热系统,从而实现节能减排。