下载贤集网APP入驻自媒体
铜线锭炉是高热强度、高能耗冶金炉,用既产蒸汽又产高温热空气烟气余热利用工艺能节约炉子的一次能源消耗量,具有显著经济效益. 喷流换热器的传热系数高、壁温低的特点使余热能产生高温热空气的目的得到实现.
1.铜线锭炉烟气余热利用装置的设计和运行
1.1烟气特点
铜线锭炉是燃重油反射炉,每炉装载85吨,年产铜线锭27000吨,年耗重油2600吨。其烟气特点是:
1.1.1烟温高,烟气量波动大。铜线锭炉炉内热强度达40~45万大卡/米3时,炉内温度1500℃,排烟温度高达~1200℃,排烟热量占燃料发热量的50%以上。铜线锭炉采用周期作业,每一周期约18小时,分为加料、、氧化、提温、还原和出铜等阶段。所以烟气温度、流量波动很大。出铜阶段有二小时不燃油,烟气流量为零。(表一)
各工艺阶段的时间油耗和烟气参数表一
|
项目 |
单位 |
加料 |
熔化 |
氧化 |
提温 |
还原 |
出铜 |
合计 |
|
所需时间 |
时:分 |
3:46 |
4:15 |
1:06 |
1:00 |
2:08 |
5:49 |
18:04 |
|
耗油量 |
公斤 |
2500 |
3436 |
362 |
895 |
771 |
779 |
8743 |
|
烟气量 |
标米3/时 |
8057 |
9823 |
3962 |
10874 |
4080 |
1626 |
|
|
烟气温度 |
℃ |
960 |
1180 |
1150 |
1180 |
1100 |
830 |
|
|
烟气携带热量 |
104大卡/时 |
290.1 |
446 |
1170 |
493.6 |
186.0 |
51.4 |
1.1.2铜线锭炉冶炼过程中,烟气干净,但在还原阶段时,有85%重油(还原剂)在高温缺氧环境下形成未燃炭黑排出炉子,严重污染大气。
1.2余热利用工艺选择
1.2.1以蒸汽形式回收烟气余热的经济效益固然不小,但不能降低铜线锭炉的一次能耗。以热空气为主的余热利用工艺是应用空气预热器,把空气加热,改善铜线锭炉燃烧条件,以降低油耗。因烟气中多余的热量仍可生产蒸汽甚至带动汽轮发电机发电。所以利用烟气余热加热空气对降低炉子的一次能耗有积极意义。
1.2.2铜线锭炉是高热强度的冶金炉,为了强化热工过程,采用0.7公斤/厘米2高压冷空气助燃,造成油喷嘴处113分贝的噪音,影响操作工人的身体健康。如采用400℃低压热空气助燃,可以大大降低噪音。再让还原期炭黑进行二次燃烧且用高温热空气助燃,可以基本消除黑烟。
1.2.3高压冷空气系用195千瓦电动机驱动风机供风,采用低压热空气助燃,只要一台功率为75千瓦的鼓风机供风就有满足燃烧要求。
由以上分析,用烟气余热获得高温热空气既有利于节能,又能保护环境,一举二得,所以我们选择以预热空气为主,蒸汽生产为辅的烟气余热利用工艺。
1.3烟气余热利用工艺
过去采用管式空气预热器的传热效率仅为20~30%,因此,我们设计了喷流空气预热器,为了减少受热面积和造价,考虑采用二段加热空气。低温段用管式空气预热器,中高温段用喷流换热器。在喷流换热器前面布置汽化冷却器(余热锅炉),把烟气冷却下来。
1.4主要设备设计参数和结构简介
设计原始数据
烟气温度:1180℃
烟气流量:7500标米3/时
预热空气量:10000标米3/时(注:反射炉是微正压燃烧,炉门口喷火,所以进烟道的烟气量比预热空气量小)
预热空气温度:350~400℃
设计参数表:
设计参数表表2
|
序号 |
设备名称 |
传热面积 |
烟气量 |
空气量 |
进口烟气温度 |
出口烟气温度 |
进口空气温度 |
出口空气温度 |
|
米2 |
标米3/时 |
标米3/时 |
℃ |
℃ |
℃ |
℃ |
||
|
1 |
汽化冷却器 |
54.5 |
7500 |
1180 |
760 |
|||
|
2 |
喷流空气预热器 |
49.4 |
7500 |
10000 |
760 |
570 |
285 |
400 |
|
3 |
管式空气预热器 |
248 |
7520 |
10000 |
570 |
260 |
20 |
285 |
主要设备结构
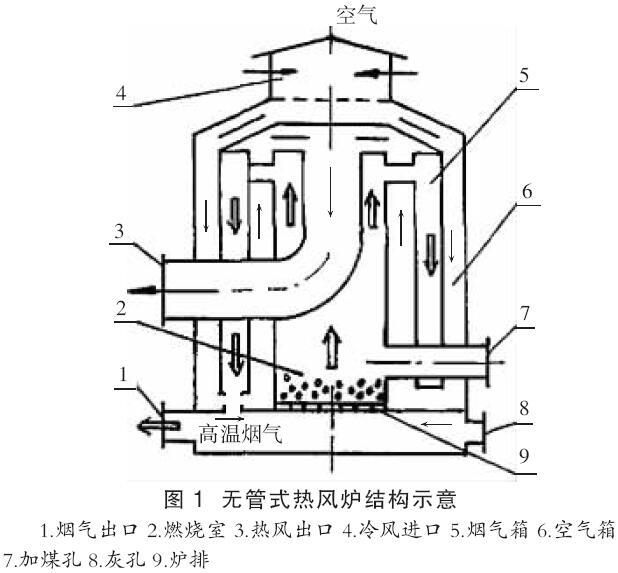
(1)二次燃烧室:实际上是汽化冷却器进口的一段渐扩烟道,烟道两侧有热风口,热空气高速从热风口喷出,与炭黑流混合,碳黑迅速燃烧。
(2)汽化冷却器:全部由辐射受热面组成,D形布置。水冷壁管φ51X3,两侧焊有翅片3X20,组成膜式水冷壁。受热面积54.5米2。自然循环。烟气直通流过冷却室,烟速1.43米/秒。
(3)喷流空气预热器:由32根喷流管组成,受热面积49.4米2。喷流管立式布置,悬挂于管板上,喷流管由外管(φ219)和喷射管(φ159)套合组成。喷射管上均匀布置喷空气的小孔。
喷流空气预热器的优点是传热系数高(是管式空气预热器的2~3倍),受热面壁温低,结构简单,适于布置在烟气中、高温区域。
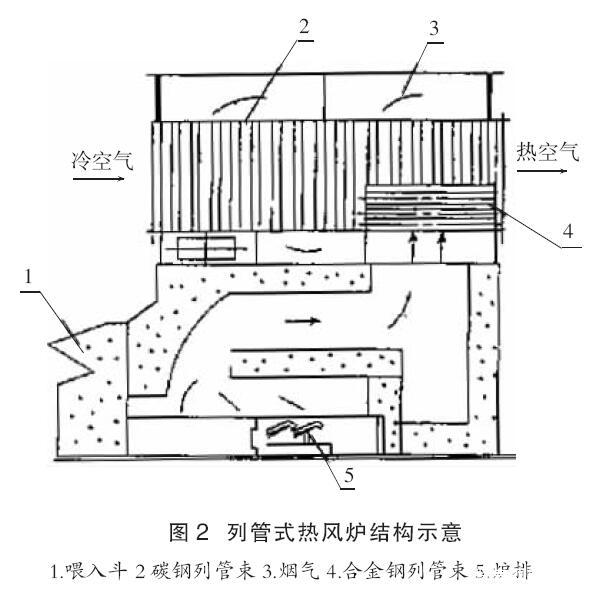
(4)管式空气预热器:结构与工业锅炉常用的管式空气预热器相同,由二级组成,每一级有二个空气回程。烟管直径较大,第一级内烟管φ51X3,第二级内烟管φ57X3,烟管外侧有园形翅片。受热面积248米2.
1.5主要设备运行情况
1.5.1二次燃烧室
烟气进入二次燃烧室后速度降低,慢慢扩散。此时,400℃高温热空气从二侧高速鼓入,空气速度大,温度高,有利于与表面有纯化膜的碳黑混合使之着火燃烧。现在除了刚开始还原的5分钟内尚有淡的黑烟外,还原期内已不冒黑烟。
1.5.2汽化冷却器
直流通道的汽化冷却器具有烟速低、烟气阻力小的优点,从而使烟气携带的细微铜滴液能在冷却室内得到冷却凝结并沉降在冷却器前半部,减少了对喷流空气预热器受热面的污染。由于本设计中没有考虑清灰装置,所以水冷壁尤其是翅片上积有5毫米左右的烟垢,从而影响了汽化冷却器的传热效率。
蒸汽产量:每炉产蒸汽32吨。平均日产蒸汽37.4吨,时产1.56吨。
1.5.3喷流空气预热器
我们设计喷流空气预热器,是国内第一台有色冶金炉作工业性应用,为此我们取得了一些经验。
(1)合适的温度区域试验:喷流空气预热器被置于900℃高温烟气区域时,空气能加热到400~450℃。几个月后发现个别喷流管的外管底板脱落。我们立刻采取了加强操作管理,喷射管底部钻孔进行喷流,改进烟气流向等措施。并将喷流空气预热器移到800℃烟气温度区域。此后,喷流空气预热器一直安全运行至今。现在我们把喷流空气预热器进口温度设计成760℃,运行情况良好。
(2)喷流管材质试验:喷流管是喷流空气预热器的主要部件,是热交换场所,既受高温烟气冲刷侵蚀,又受内部低温空气的高速喷流冲刷,工况变化大,所以对喷流管材质有一定要求。特别是外管既要耐热又要有良好的抗氧化性能。设计时选用1Cr18Ni9Ti管材。为了作对比,第一台喷流空气预热器外管即以此材质管子作外管,第二台喷流空气预热器外管用20g管材代替。我们对二种管材的外管进行了观察,发现20g材外管氧化皮剥落严重,运行五个月后管子变簿,局部烧坏,寿命短,影响余热利用装置正常运行;而1Cr18Ni9Ti材外管运行三年后仅微见起皮现象,说明该材质在高温下搞氧化性能确实好,适用于铜线锭炉烟气条件及700~800℃烟气温度范围。
1Cr18Ni9Ti材成本较20g材高,但使用寿命长,现已超过五倍,预计可以用到大修周期时才更新。这样,造价虽较高,但运行费用极低,维修工作量极少,考虑到安全性和时间就是金钱的因素,还是相当合算的,
评价喷流空气预热器运行经济性的指标即是热空气温度和使用寿命。从运行参数平均计算表看出,热空气温度随工艺过程而变。熔化初始时,热空气温度低于400℃,结束前已达到400℃,这是正常的,说明喷流空气预热器基本达到设计要求。还原期的热空气温度高于400℃,有利于表面有钝化膜的碳黑燃烧,也说明碳黑燃烧得较好,释放出大量热量,汽化冷却器进口烟温超过1000℃,接近熔化期,但加热空气量少,所以热空气温度最高.
1.5.4管式空气预热器
运行中的主要问题是烟管堵塞,原因是铜线锭炉是周期作业,当铜线锭炉处于出铜等低燃油量阶段时,烟气流速低,烟尘和碳黑就容易沉积于烟管内壁上。
从运行参数表可以看出,只要管式空气预热器出口空气温度达到200℃,那么喷流空气预热器出口空气温度达到400℃左右,这说明:
(1)喷流空气预热器传热稳定;
(2)管式空气预热器的运行状态决定喷流空气预热器出口空气温度高低,也决定了本套装置的经济效益,为此,本厂在没有按装合适的清灰装置前,仍决定每月仃炉一次,用水清洗一次烟管,使其传热系数得到恢复。
总之,整套装置运行比较稳定,基本达到设计要求,但进入管式空气预热器的烟温和出口烟温尚高于设计值,这说明喷流空气预热器受热面积还应增加一些,装置的经济效益还有潜力。
2经济效益
2.1缩短冶炼时间。由于铜线锭炉燃烧采用~400℃高温热空气,燃料燃烧率提高,炉膛温度上升100℃左右,强化了炉子燃烧过程,从而平均每炉缩短90分钟,一年以300炉计算,共节约冶时450小时,可增产铜线锭220吨。
2.2节油:由于冶炼时间缩短,油耗从96.4公斤/吨铜下降到86.5公斤/吨铜,即每吨铜节油9.9公斤,节约率为10.27%,以一年300炉计,可节油252吨。
2.3产蒸汽:按实际产量计算,平均炉产32吨,年产9600吨。
2.4节电:助燃空气原用20℃,系195千瓦电动机驱动八级风机送来,并用40千瓦辅助风机补充风量。现在75千瓦电动机驱动的鼓风机鼓风,电动机容量减少160千瓦,每年节电60万度。
本装置投资19.91万元,年净收入25万元以上,总投资不到一年即可回收。此外,炉前油喷嘴处噪音由113分贝降到87分贝,达到国家标准。冶炼过程中烟囟基本不冒黑烟,大大减少对大气的污染。
3以热热空气形式为主的余热利用工艺先进性
从能源一次利用率,烟气余热利用率,总能源利用率计算可知:
3.1本铜线锭炉用20℃冷空气和320℃热空气比较,后者能源一次利用率提高值为2.2%,提高率为11.5%。对照经济效益,每年节油252吨,节油率10.27%,可见使用高温热空气确实能降低一次能耗,达到原设计目的。
3.2将以热空气为主的余热利用装置与以蒸汽形式为主的余热锅炉作比较,能源一次利用率提高2.8%,提高率15.1%,经济效益显著。
综合上述分析,我们认为以热空气为主的烟气余热利用工艺比以蒸汽形式为主的工艺,先进性主要体现在降低冶金炉一次能源消耗上及能提高炉子总能源利用率。