下载贤集网APP入驻自媒体
3. 冲转参数选择
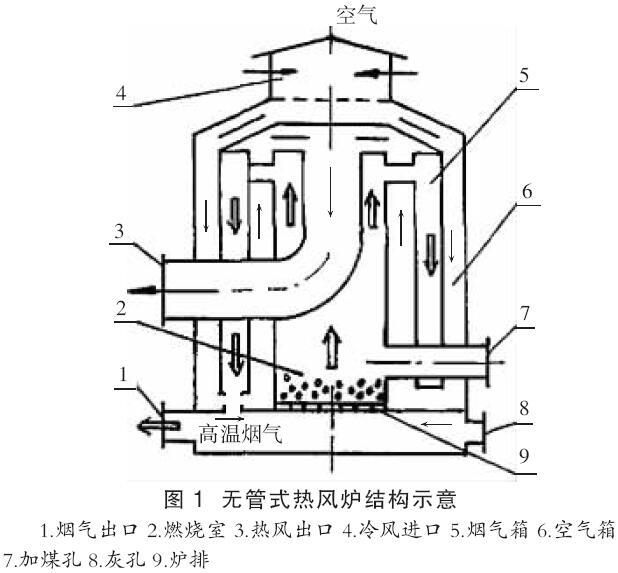
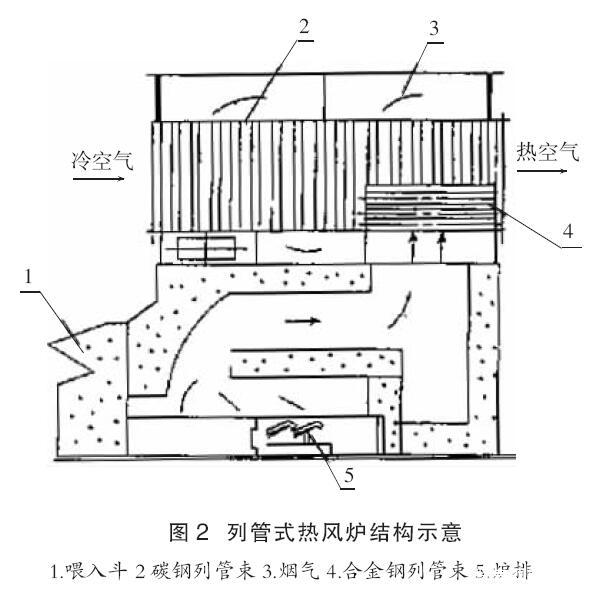
传热方式: 凝结放热—对流放热—导热
启动参数的选择,主要是考虑金属部件的热应力,而热应力的大小主要是取决于蒸汽与金属部件之间的温差和放热系数。
压力过低,加热效果差,暖机时间长;过高,热冲击大,且流量过小,暖机时间延长,开机时间延长。
高压过热蒸汽 低压微过热蒸汽 湿蒸汽
低压过热蒸汽的放热系数较小(α = 58.15~174.45 W/(m2· K)),相当于额定参数时的 1/10。
进汽温度要求蒸汽至少有 50℃的过热度。
适宜的启动蒸汽温度对汽轮机的启动具有决定的意义。
再热蒸汽往往难于同时达到要求过热度要求。常延迟冲转时间,从而延长了整个机组的启动时间。
为了减小这种矛盾,常采用尽量开足再热蒸汽管疏水阀门以增加疏水量的办法。有汽机旁路的机组,还采用在暖管时有意关小汽机低压旁路阀,从而提高再热蒸汽压力以增加疏水量,达到提高中压主汽门前再热汽升温速度,赶上主蒸汽升温速度的目的。
为什么凝汽式汽轮机启动时要建立必要的真空?
① 可使汽缸内气体密度减小,转子转动时与气体摩擦鼓风损失也减小;
② 汽缸内保持一定的真空,可增大进汽做功的能力,减少汽耗量,并使低压缸排汽温度降低。
若启动时真空太低,冲转时可能使凝汽器内产生正压,引起大气安全门动作或排汽室温度过高,使凝汽器铜管急剧膨胀,造成胀口松弛,导致凝汽器漏水。
真空也不需要太高,过高,抽真空时间延长,流量过小,暖机时间延长,开机时间延长。
真空 450-500mmHg
主汽为低压微过热蒸汽,温度高于金属温度 50-100 度(不应大于 426 度),过热度不低于 50 度。
两侧主汽温度差小于 17 度;
上下缸温差不大于 50℃
高、中压缸合缸,主、再热蒸汽温度差一般为 28 度,短时可允许在 42 度,不得大于 80 度。
润滑油压及轴承油流正常,油温 35-45 度。
晃动变化: 不大于原始的±0.02mm。
4. 汽轮机冷态启动步骤
1) 冲转和摩擦检查
①对 300MW 机组冷态启动时,用主汽门冲转暖机,以 100~150r/min 的升速率将转速升至 600r/min,盘车装置自动退出
②600r/min 摩擦检查。切断进汽 5min 内快速完成检查,确认无金属声后,迅速冲转至 600 转/分,升速率 100~150r/min。
2)升速到中速暖机
1500 rpm(随机组不同有变化),暖机。
★中速暖机转速确定的原则
① 避开临界转速 (以实测的为准)
② 避开低压缸长叶片共振频率
部分机组选用 1500r / min 作为中速暖机转速
上汽厂引进型 300MW 机组,中速暖机转速选用 2000~2080r/min 原因是考虑避开低压缸长叶片共振频率。
过临界时注意的问题:迅速通过,严格监视振动
机组过临界转速时的升速率大多为 300r/min
暖机时间需 60~90 min,引进型 300MW 机组中速暖机时间长达 180min .中速暖机阶段是否结束,要看高中压缸的温度水平。
3)升至全速
中速暖机结束,升速到 3000 rpm,向电气发出信号。
机组达到升速条件后,即可进行升速操作。机组在 3000r/min 时,一般不安排暖机时间,只安排进行少量的操作,并进行全面检查。操作和全面检查结束并确认没有问题后,将机组并入电网。
★冲转过程基本要求
升速率小于 100-150r/min;汽缸金属温升率小于 2-2.5 度/min
★快速平稳过临界转速,严格监视振动
防止振动超过规定值,轴承振动小于 0.03mm。
机组膨胀及胀差情况
轴温和轴承瓦温、回油温度加强监视汽轮机的热应力监视,可控制汽轮机启动的速度变化率,同时整个启动过程中控制负荷的变化率。
4) 机组带负荷暖机和并网后的操作
300MW 机组并网后低负荷暖机到带满负荷,共分 15,30,60,120MW 四个阶段。
初始负荷 3-5%,上汽要求 l min 内使机组带上 15MW 负荷,防止逆功率保护动作。
初始负荷暖机时间:30min。在此期间锅炉应尽量保持汽压、汽温稳定。否则主汽温度每升高 1.7 度,增加暖机时间 1 分钟。
凝结水回收,凝结水放水门关,至除氧器门开。
注意检查汽缸上下温差、转子振动、缸胀、胀差、轴向位移、轴承油压油温是否正常。
5) 超速试验和 FATT
负荷加至 30MW,暖机 4 小时后超速试验;
30CrMoV 的 FATT 约为 100℃,运行一段时间后时间,FATT 变高。
6) 重新并网带负荷,直至额定负荷
升负荷中注意事项
① 15%负荷,停排汽缸喷水减温;
② 负荷 60-80%,投高加或随机组启动投高加;
③ 升负荷速率,主、再热汽温升率不得大于规定值(参考规程或启动曲线)。
★轮机启动、停运过程中的参数控制原则
蒸汽温升率→蒸汽金属间温差→金属温升率→金属温差→热应力、热膨胀、热变形
蒸汽温升率:主蒸汽 1-1.5℃/min,再热蒸汽 2-2.5℃/min
金属温升率:不大于 1.5℃/min
三、热态启动
冷热态的分界温度为 150℃,汽缸达此温度时,高中压转子的中心孔温度已通过材料脆性转变温度,各部分金属温度及膨胀已达到或超过空负荷全速时的水平。
原则上在此温度启动,冲转后可不必暖机,只要检查工作和操作能跟上,就可直接升到 3000 r/min 。但不同机组启动性能差别,其冷热态分界温度的规定各制造厂不尽相同。
经验说明:对于某些国产机组 高中压内缸内下壁温度即使达 200℃,都不能不经暖机直接升到3000 r/min 。更多机组经验冷态启动高中压内缸内下壁温度大于等于 250 ℃ 是升到全速的条件。
因此机组热态启动界限较高,有些机组以缸温 400 ℃为准。
★脆性转变温度 FATT:在不同温度下,对金属材料进行冲击试验,脆性断口占试验断口 50%的温度。
材料工作在 FATT 温度以下,冲击韧性显著下降,容易发生脆性破坏。
CrMoV 合金钢的 FATT 为 80~130 ℃
1. 热态启动注意问题
① 控制启动前汽缸上下温差不超出允许范围:防止间隙变化,造成动静摩擦。
② 热态启动时投用高温轴封汽,轴封供汽温度应和汽缸温度相匹配,且必须充分暖管,以防止转子轴封段受热冲击和高中压负差胀的增大。
③ 送轴封汽前先投盘车。
④ 严格控制大轴弯曲值和盘车的使用。
热态启动要特别注意大轴弯曲(晃动度)不能越过规定值;
在盘车状态仔细听声音,检查轴封和机组内有没有摩擦现象,若发现动静摩擦不能启动机组,动静摩擦严重时,还应停止连续盘车改用手动盘车。
大轴晃度增大且有金属摩擦声时,采用手动盘车,目的:调直大轴。
⑤ 热态启动的冲转参数。
要求主蒸汽温度和再热蒸汽温度要高于汽缸金属温度 50~100℃,且蒸汽过热度不少于56℃。启动时,必须选择与高中压缸金属温度相匹配的主蒸汽温度和再热蒸汽温度。
如果冲转参数比汽缸金属温度低,将在汽缸内表面和转子外表面产生拉应力,过大 的拉应力容易引起裂纹。
调节级后的蒸汽温度比主蒸汽温要低 50~100℃,同样,进入中压缸的再热蒸汽到达第一级出口时温度也有所降低。
⑥ 严格监测振动特别是中速之下,振动超限立即打闸,并投入连续盘车。
2. 热态启动操作注意问题
① 热态启动时,
a. 应先送轴封汽然后再抽真空,因为热态启动凝汽器抽真空时,如果轴封尚未供汽,转子轴封处会受到强烈的冷却。
b. 高中压汽缸轴封送汽温度必须与金属温度匹配,热态启动时轴封是最易受到热冲击的部位。
c. 在向轴封送汽前,对系统要进行充分暖管。
d. 轴封送汽前先投盘车。(热态启动操作与冷态启动操作的重要区别之一)
② 冷油器出口温度不低于 38 度。
③ 热态启动真空应该高些。
④ 热态启动时,严格控制振动。
⑤ 热态启动时胀差的控制热态启动更容易遇到升速时发生异常振动的情况。振幅超过允许值,应停机测量大轴弯曲,排除大轴弯曲的可能;当振动异常而未超标时,可暂停升速寻找原因,如无好转,仍需停机处理。
启动时根据制造厂提供的热态启动曲线和寿命损耗曲线,确定升速率、带负荷速度、暖机时间 。
启动时监测热应力,关键是不让热态的转子和汽缸受到冷却。